Umstellung auf IATF 16949 – Erfahrungsbericht eines IATF-Zertifizierungsauditors
Trotz anfänglichen Diskussionen / Vorbehalten und der Prüfung, ob man die Umstellung durchführen möchte, wurde die Umstellung der ISO / TS auf die IATF 16949:2016 mehrheitlich von allen Unternehmen durchgeführt und abgeschlossen. Die wenigen Unternehmen, welche dieses Transition Update bis zum 14. September 2018 nicht erfolgreich abgeschlossen haben, erhalten die Möglichkeit, bis zum 14. März 2019 eine Erstzertifizierung ohne Readiness Review durchzuführen. Nach Ablauf dieser Frist wird eine volle Erstzertifizierung, wie für alle Neueinsteiger in die IATF-Zertifizierung, erforderlich.
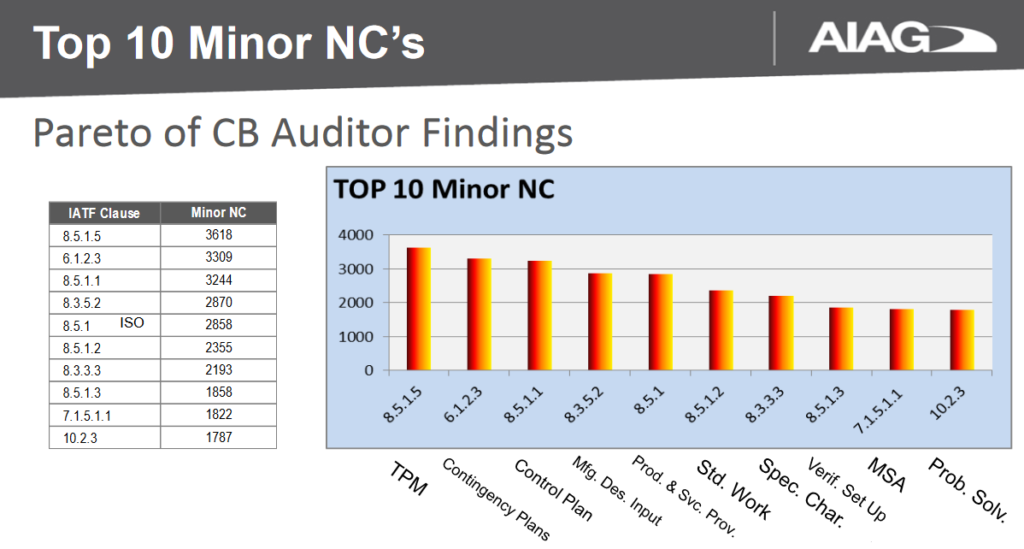
Top 10 – Häufigkeiten gemäss IATF (Stand 03.2018)
Quelle: IATF 16949 Transition Status Update, London Stakeholder Conference, March 7,2018
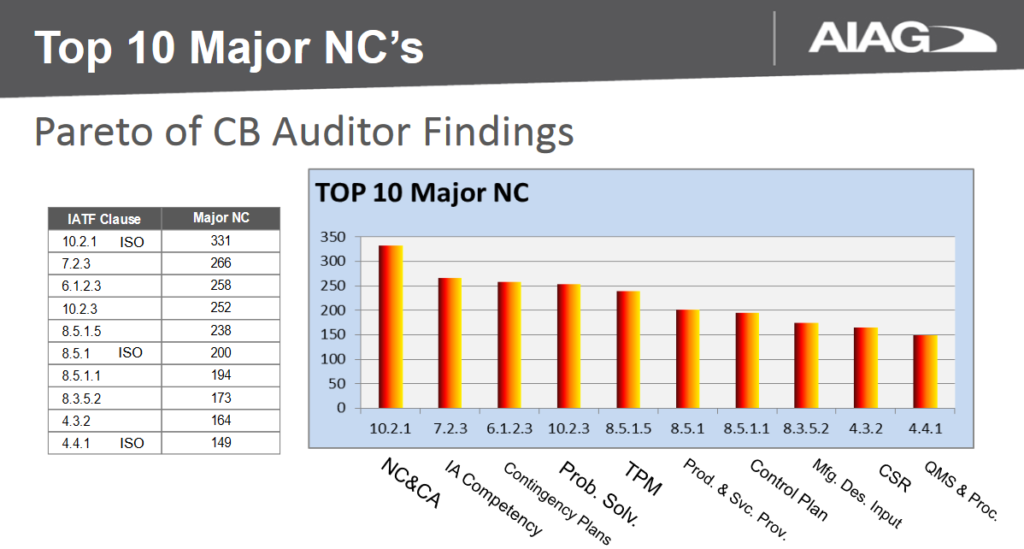
Quelle: IATF 16949 Transition Status Update, London Stakeholder Conference, March 7,2018
Einigen Erklärungen zu ausgewählten NCs:
Dokumentierte TPM-Prozesse mit Kennzahlen im Managementreview (8.5.1.5):
Die Instandhaltung / Wartung der Anlagen wird in den Unternehmen sehr unterschiedlich gehandhabt, vom Crash Management («Wir machen nur etwas, wenn es defekt ist.») bis hin zu geplantem vorbeugendem und vorausschauendem Unterhalt. Nun fordert die IATF dokumentierte Instandhaltungs- / Wartungsziele und deren Berücksichtigung im Managementreview. Das bedeutet, dass diese auf Managementebene beurteilt werden müssen. Die neuen Anforderungen, werden unterschiedlich umgesetzt.
Notfallplan mit jährlichem Review inkl. Geschäftsleitung (6.1.2.3):
In jedem Unternehmen gibt es verschiedene Notfallplanungen / Risikoanalysen, sei es aufgrund von Versicherungen oder betriebswirtschaftlichen Forderungen (Gesetze IKS) etc. Bei den Notfallplänen der Automobilanforderungen liegt der Fokus der internen und externen Risiken jedoch auf der Aufrechterhaltung der Lieferfähigkeit und der Erfüllung von Kundenforderungen im Falle von unerwarteten Ereignissen. Diese Massnahmen müssen jährlich in einem multidisziplinären Team, einschliesslich der obersten Leitung, nachweisbar bewertet werden.
Aus der Praxis:
Bei internen Audits oder bei Audits durch die Zertifizierungs-Gesellschaft gibt es immer wieder Auffälligkeiten und Diskussionen in folgenden neuen Punkten:
Produktsicherheit (4.4.1.2):
Diese Anforderung umfasst einen dokumentierten Prozess, welcher erstellt werden muss, auch wenn zurzeit keine produktsicherheitsrelevanten Produkte hergestellt werden. Im Weiteren gibt es Forderungen von VW und BMW, dass ein Produktsicherheitsbeauftragter (PSB) benannt sein muss. Diese Forderungen müssen in der ganzen Lieferkette weitergegeben werden. Dabei muss auch die Ermittlung des Schulungsbedarfs (u.a. Ausbildung PSB) sowie die festgelegten verantwortlichen Personen (Benennung) eingeschlossen sein.
Externe Labors (7.1.5.3.2):
Die Anforderung, dass alle externen Prüflabors auf den Kalibrierungszertifikaten oder Prüfberichten ihr Akkreditierungssiegel tragen müssen, fordern viele Unternehmen heraus. Teilweise ist es schwierig, für gewisse Fabrikate des Herstellers ein akkreditiertes Zertifikat zu erhalten. Nun wurde in den FAQ der IATF erwähnt, dass man davon ausgeht, dass der Hersteller die notwendigen Fähigkeiten besitzt, die selber hergestellten Prüfmittel zu kalibrieren. Trotzdem muss der Kunde entsprechend informiert werden. Dies wird aber oft nicht berücksichtig.
Lenkung nachgearbeiteten Produkte (8.7.1.4):
Grundsätzlich erwähnen viele Unternehmen, dass es bei ihnen keine Nacharbeit gibt. In der Produktion angekommen, sieht man externe Beauftragte beim Aussortieren oder Mitarbeitende mit Nacharbeitsaufträgen. Grundsätzlich kann definiert werden, dass alle Arbeitsschritte, welche nicht im Prozessablauf aufgelistet sind, Nacharbeiten sind. Somit kommen die Forderungen an die Lenkung nachgearbeiteter Produkte vollumfänglich zur Anwendung. Dies umfasst Methoden zur Risikoanalyse, Arbeitsanweisungen für die Nacharbeit, welche den Mitarbeitenden zugänglich gemacht werden müssen, sowie dokumentierte Informationen über die durchgeführten Prüfungen und die weitere Verwendung dieser Produkte.
Problemlösungsprozess (10.2.3):
Die Forderung nach einem dokumentierten Prozess zur Problemlösung ist grundsätzlich nicht neu. Trotzdem war der Fokus bis jetzt bei den Kundenreklamationen (z.B. in Form eines 8D-Reports). Neu ist die Forderung auch für die Lösung von Problemen in der Entwicklung von Produkten, in der aktuellen Fertigung (Interne Fehlermeldungen) und bei Auditfeststellungen anwendbar. Zu den Methoden werden, zusätzlich zum 8D-Bericht auch z.B. 5-Why und Ishikawa gezählt.
Fortlaufende Verbesserung – Ergänzung (10.3.1):
Verbesserungen werden in den Unternehmen auf den verschiedenen Stufen oft durchgeführt. Gemäss IATF sind fortlaufende Verbesserungen umgesetzt, sobald die Produktionsprozesse statistisch fähig und beherrscht sind. Themen, wie Massnahmen zur Verringerung von Prozessstreuungen und Verschwendung oder Reduktion des Risikos in der Risikoanalyse (FMEA), werden bei den Auswertungen von Verbesserungen selten konkret berücksichtigt.
8.3.2.2 Fähigkeit der Produktentwicklung:
Die Fähigkeit der Produktentwicklung (umfasst ebenfalls die Fähigkeit für die Prozessentwicklung) und deren anwendbaren Methoden umfassen u.a. auch die Risikoanalysen. Diese Methodenkompetenzen sind teilweise sehr minimal vorhanden und werden meistens dem QM delegiert. Die IATF erwartet, dass die Fähigkeiten betreffend APQP/RGA auch in den Entwicklungsabteilungen und, vor allem, im Projektmanagement etabliert sind.
7.1.5.1.1 MSA für alle Prüf- und Messsysteme gemäss Produktionslenkungsplan (PLP):
Die Beurteilung aller Arten von Prüfungen und Messungen, der im Produktionslenkungsplan festgelegten Prüf- und Messsysteme, ist eine alte Forderung, welche bereits in der ISO / TS Bestand hatte. Dennoch haben viele Unternehmen die MSA für die kundenspezifischen Merkmale durchgeführt, jedoch für die restlichen Prüf- und Messsysteme, insbesondere die attributive Messsysteme, wird die MSA nicht durchgeführt.
Weitere Herausforderungen in der Zukunft
Zurzeit kommen noch FAQs / SIs zu den Zertifizierungsnormen und der IATF hinzu, welche zeitnah ins Managementsystem zu integrieren sind. Zusätzlich haben auch die Kunden neue Anforderungen, u.a. aus dem Grund, dass die Weitergabe von Anforderungen in der ganzen Lieferkette durch die IATF gefordert ist.
Fazit
Die Rezertifizierung nach der neuen IATF ist vollzogen. Jetzt kommt die Phase, in welcher die Festlegungen und dokumentierten Prozesse und Informationen im täglichen Leben angewendet und umgesetzt werden müssen. Viel Erfolg.
Hanspeter Forrer, IATF-Auditor und VDA 6.3 (2016) Auditor
Workshop «Anwendung von Core Tools in der Automobilindustrie»
Zur Aus- und Weiterbildung der Anwendung der Core Tools der Automobilindustrie in ihrem Unternehmen empfehle ich den Workshop „APQP, Core Tools und QM in der Automobilindustrie“, welcher vom 2. bis zum 4. Juli 2019 bzw. vom 12. bis zum 14. November 2019 stattfindet (Info: www.hp-fo.ch, www.thomcom.biz, ).